Los factores que afectan a la coaxialidad de las Máquinas de Medir por Coordenadas (MMC) se reducen esencialmente a: axint inexacto, piezas de trabajo inestables, inexactitud de la máquina, entorno inestable y métodos inadecuados. He recopilado todo esto en la versión más práctica y lista para usar en el taller, sin erbosidades innecesarias.
I. Precisión inherente a la máquina (causa raíz)
Precisión geométrica
Perpendicularidad, rectitud, cabeceo y guiñada de los tres ejes
Error de indexación de la tabla/tablero ry (extremadamente influyente cuando está presente)
Sistema de sonda
Extensiones del palpador dobladas, curvadas o deformadas.
Mala repetibilidad de la sonda, ventosas o adaptadores de calibrado inexacto
Movimiento y transmisión
Desgaste de las guías, variación del juego de los cojinetes neumáticos
Vibración de husillos, correas o motores
II. Pieza de trabajo y fijación (más común en el taller)
Posicionamiento de la pieza
Superficies de referencia desiguales, rebabas o suciedad
Altura inconsistente de las cuñas, distribución desigual de la fuerza
Deformación de la pieza
Pandeo de piezas de paredes finas o ejes largos debido al peso propio
Liberación de tensiones internas, deformación térmica
Sujeción Proceder demasiado apretado → deformación.
Sujeción demasiado floja → micromovimientos durante la medición.
III. Entorno (la coaxialidad es una tolerancia de forma y posición, extremadamente sensible)
Temperatura
Diferencias locales (luz solar, ventiladores, calor corporal)
Incongruencia de temperatura entre la pieza y la máquina
Gradientes de temperatura que provocan microdeformaciones en columnas y mesas
Vibración
Piso vibraarby máquinas herramientas, movimiento de personal
Aislamiento inadecuado de las vibraciones → ajuste del eje a la deriva.
Limpieza
Polvo, virutas, aceite → puntos de medición distorsionados.
IV. Método de medición y ms (determina el éxito o el fracaso)
Estrategia de muestreo puntual
Demasiadas pocas secciones transversales → ajuste inexacto.
Puntos muestreados demasiado juntos, distribución desigual
Medir sólo un extremo, en toda su longitud
Establecimiento de datos
Selección incorrecta del punto de referencia
Cilindro de referencia demasiado corto o impreciso
Algoritmo de ajuste
Uso mixto de Mínimos Cuadrados, Máximos Inscritos e Imum Circunscritos
Ajustes de software incoherentes que provocan fluctuaciones en los resultados
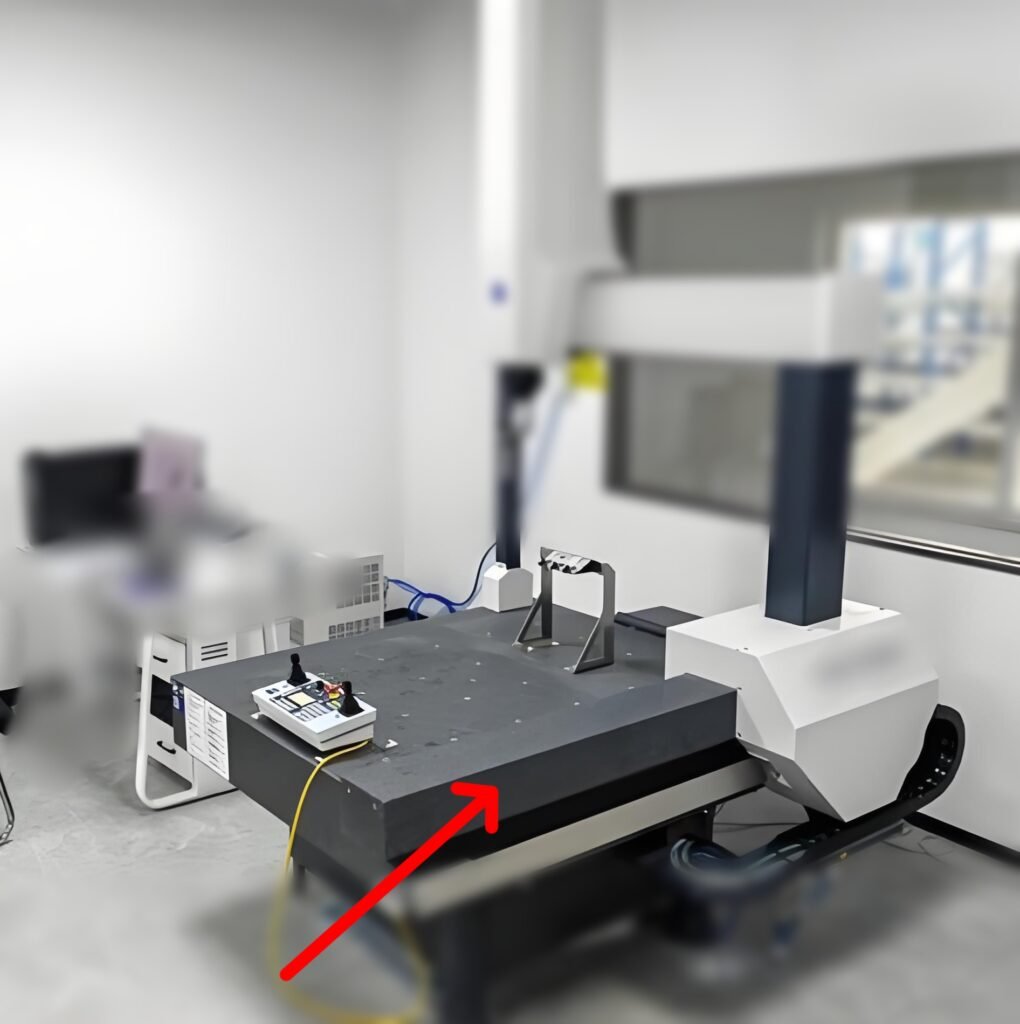
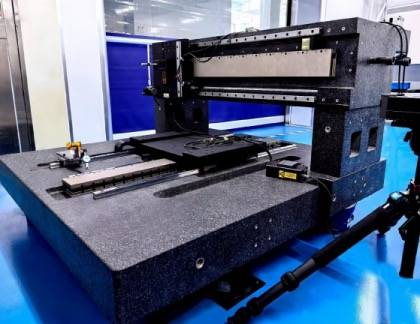
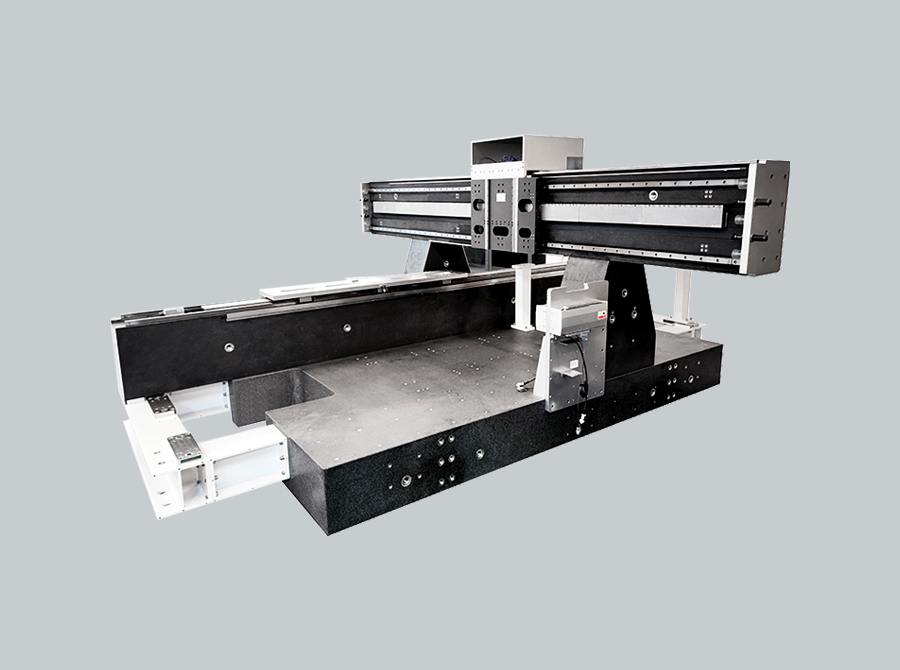
V. Influencia de la mesa/cama de granito (la parte que más le importa)
Planitud de la mesa
Afecta directamente a la superficie del punto de referencia de la pieza; si el punto de referencia está desviado, la coaxialidad será incorrecta.
Estabilidad de la base
El granito tiene una baja expansión térmica, pero un soporte desigual, pies de nivelación sueltos o fluctuaciones pueden causar una desviación general de la geometría de la máquina.
Amortiguación de vibraciones
El granito tiene buenas propiedades de amortiguación; sin embargo, un mal aislamiento de las vibraciones o unos cimientos deficientes pueden arruinar la coaxialidad m