Precision Assurance Scheme for the Entire Process of Granite Guide Rail and Machine Tool Base Machining
Natl granite is inherently stable and deformation-free, but achieving ultra-precision grades (00/000) for guide rail straightness, flatness, parallelism, perpendicd positional tolerance relies entirely on a rigorous, closed-loop process of machining, aging, and inspection.
I. Precision Assurance at the Raw Material Source
Selecting high-age deep-sated blocks
Using natural granite aged for millions of years with fully released geological stress, free from inherent cracks, layers, color differences, and mineral inhomogeneity, eliminating the root cau deformation.
Natural static aging
After rough cutting, the raw material is left to stand outdoors/indoors for over 6-12 months without human intervention to naturally relesidual micro-stresses, preventing slow warping after machining.
Eliminating artificial granite
For precision guide rails and bases, only natural black granite is used; artificial stone is ed, as their long-term dimensional stability differs drastically.
II. Step-by-Step Stress Relief: Rough Machining → Semi-precision → Precision Machining
Rough cutting and shaping: Leavinnt machining allowance, avoiding cutting to the final size in one go to minimize disturbance to internal rock stress.
Multiple face flipping grinding: Alternating processing of the front and back to balaner and lower stresses and prevent workpiece warping.
Secondary static aging between processes: After each grinding pass, the piece is placed for natural aging to ensure dimensional stability before proceeding to t next step.
Granite is brittle; it cannot withstand strong pressure or rapid machining; the slower the process, the more durable the precision.
III. Ultra-precision Grinding Procore of Guide Rail Precision)
Adopting multi-stage grinding with diamond oil stones
From rough grinding → fine grinding → precision grinding → mirror super-fine grinding, gradually reducing roughness anrecting planar errors.
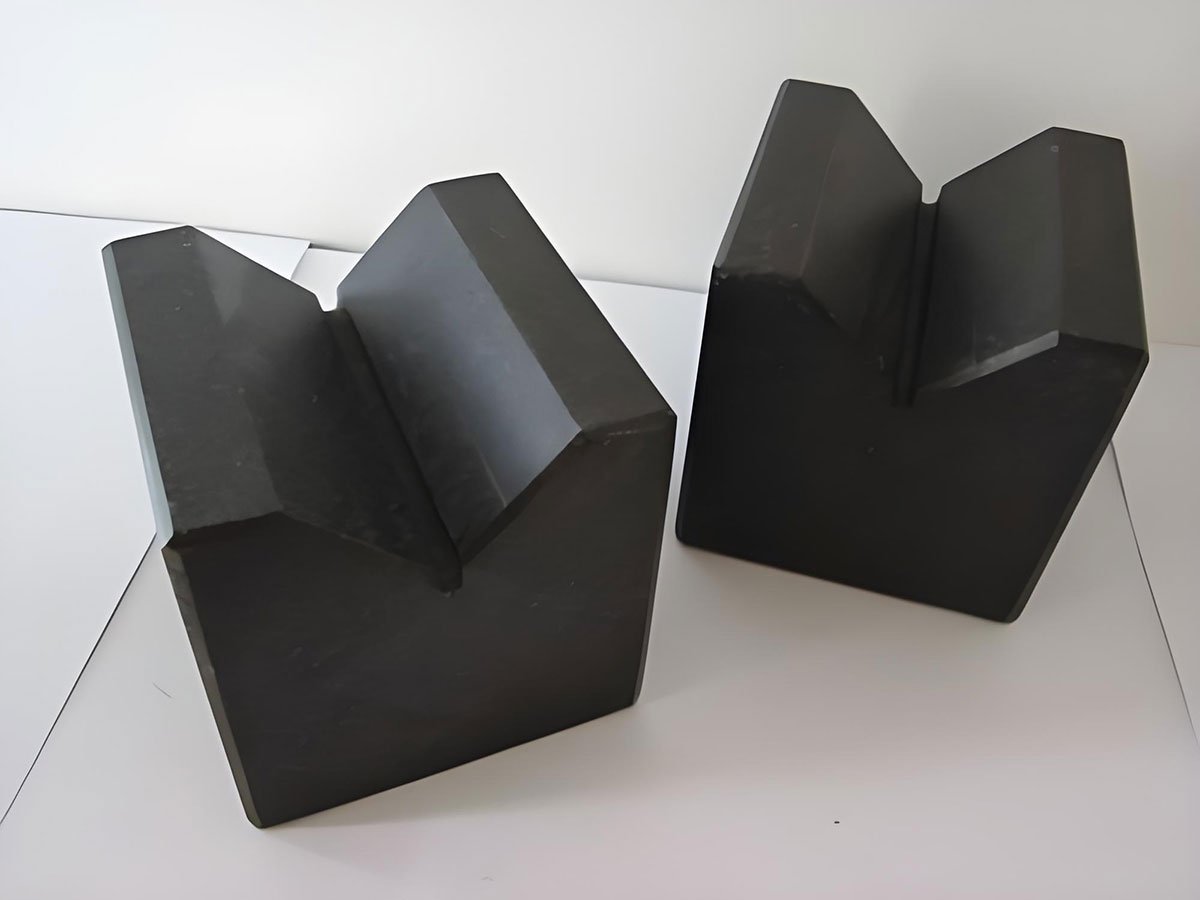
Pair grinding and mutual grinding process
The guide rail surface is ground against a reference flat plate to eliminate straightness ripples and local high points.
Final Acements:
Flatness: ≤0.001mm/m
Guide rail straightness: Micron-level or even sub-micron level
Contact surface fit95%
Constant temperature workshop machining
Entire process in a constant temperature (20±0.5℃) dust-free workshop.
Temperature fluctuations directly alter dimensions; a 1℃ temperaturrence causes micron-level errors in granite; precision guide rails require constant temperature operation.
IV. Dual Control of Assembly Precision
Integrated machining of base and guide rail
All surfaces of the inte granite bed are machined in a single setup, eliminating joint gaps and ensuring the highest consistency in perpendicularity and parallelism.
Embedded granite guide rail
Cast iron bed leveling → bonding withialized high-rigidity epoxy → curing and static standing → overall precision grinding.
The adhesive has zero shrinkage, does not deform or age, ensuring the guide rail and basemain coaxial and do not shift over the long term.
Strict tightening with uniform force
Granite is brittle; bolts must not be overtightened. Elastic washers and limit structu are used to prevent cracking or deformation.
V. High-Precision Detection and Traceability Throughout the Process
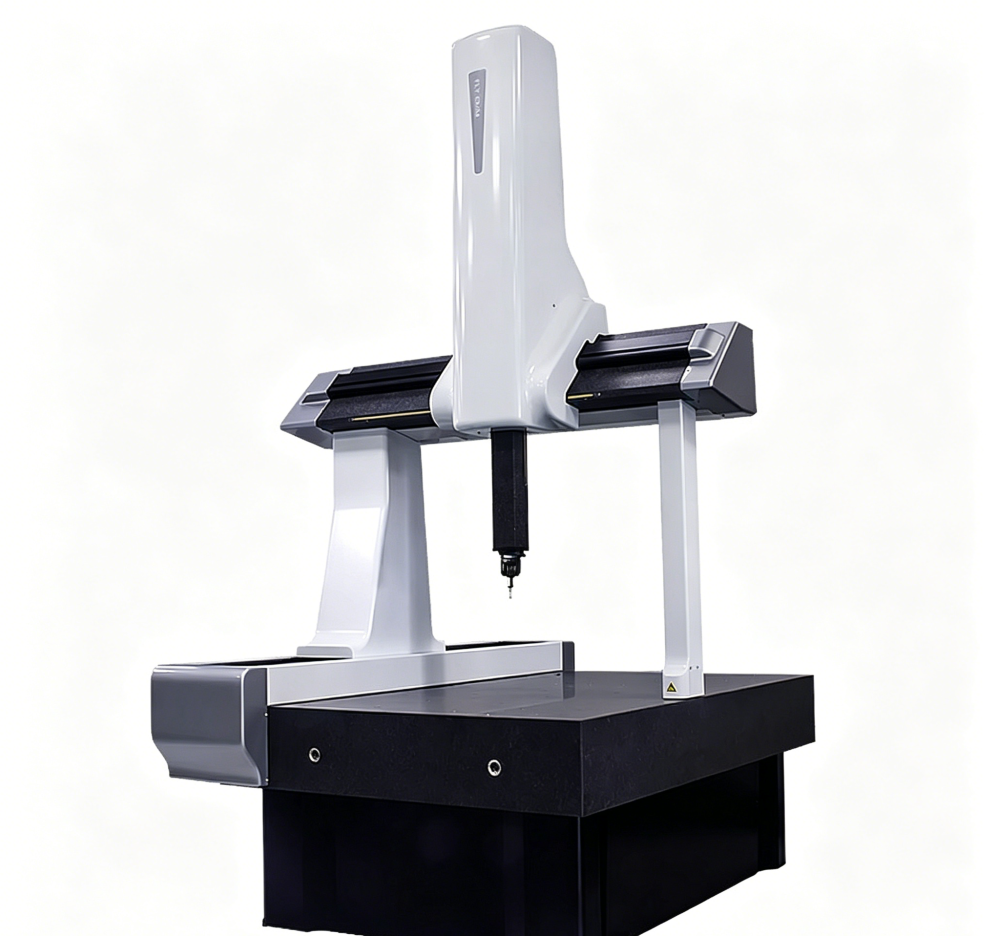
Real-time detection during machining: Laser interferometer, electronic level, precision optical l inspection upon completion: Marble reference blocks, optical straightness meter, full-size CMM inspection.
Issuing ISO precision inspection reports with national metrological traceability for dimensions.
and position tolerances are under closed-loop control; non-conforming products are not transferred or shipped.
VI. Long-Term Precision Retention of Finished Products
Granite does not rust or undergo plastic deformation, unlike metal guides which are prone to wear ancollapse.
It possesses extremely high damping, ensuring wear-free motion without impact, and maintaining straightness without degradation over the long term.
With proper lubrication, avoidance of impacts, and protectitemperatures, precision can remain stable for over 10 to 20 years.
ملخص موجز
The precision of granite guidesmachine tool bases relies on the long-term stability of natural stone, long-cycle natural aging, constant-temperature multi-stage super-precision grinding, integral single-clamping machining, and lasl-size traceable inspection. Through full closed-loop control from material selection, processing, and assembly to shipment, it stably achieves ultra-high flatness, straightness, and long-term defoee precision, meeting the nanometer-level metrology and motion requirements of precision machine tools, CMMs, and semiconductor equipment.