Precision Granite Platform / Component Full-Process Manufacturing Solution (National StandardGrade 000/00/0 · Dedicated for Semiconductor / CMM / Optical Benchmarks)
Covers the full closed-loop process from material selection → aging → CNC machining → constant temperature manual precion lapping → structural customization → precision verification → installation and after-sales → long-term stability. Suitable for aviation, semiconductors, precision inspection, machine tool beds, and air-bearingide bases.
I. Raw Material Selection Scheme (Foundation of Precision)
- Premium Ore Selection (Jinan Green G3701 / Mount Tai Black)
ensity: 2.97~3.07g/cm³, water absorption rate <0.13%, linear expansion coefficient 4.6×10⁶/℃ (only 1/3 of cast iron)
Compressive strength ≥250MPa, Mohs hardness 6.5~7, uniform internal grain structure, no cracks, nodark streaks, no impurities
Naturally formed over hundreds of millions of years, extremely low internal stress, long-term resistance to deformation and vibration, non-magnetic, rusnd corrosion-resistant - Strict Control of Rough Stock
Strong light flaw detection on rough blocks: no sand holes >φ2mm, cracks, color differences, or lose layers
8~12mm machining allowance reserved, thickening reinforcement for large plates to prevent bending under self-weight
Radioactivity compliant: IRa1.0, Ir≤1.3, suitable for laboratories and cleanrooms
II. Stress Aging and Stabilization Scheme (Eliminate Future Precision Drift)
Natural rough blocks aged outdoor18~24 months to release original internal stress
Cut plates aged statically in a constant temperature environment for 30~45 days (20±1℃)
Secondary artificial -temperature stress relief after rough machining to prevent slow deformation after installation
Stress release re-lapping and leveling after drilling, slotting, and steel bushing insertio
III. Full-Process Precision Machining Workflow (CNC Manual Dual Lapping)
- Rough Cutting and Shaping (Diamond Wire Saw / Bridge Cutter)
High-precision diamond sawade water-cooled cutting, dimensional tolerance within ±0.5mm
Chamfering to remove chipping, lapping allowance reserved, texture direction avoids stress cracking CNC Milling and Grinding of Benchmarks (5-Axis Stone Machining Center)
CNC diamond wheel surface grinding, milling T-slots, mounting holes, counterbores, and positoning holes
Rough control of parallelism and perpendicularity ≤0.02mm/m, removing bulk material and tool marks
Integrated CNC forming of threaded steel bushings, air-baring holes, and embedded parts - Multi-Level Constant Temperature Lapping (Core Precision Process · 20±0.5℃ Dust-free Constant Temperature Workshop)
Snish lapping: Remove tool marks, flatness 0.02~0.05mm/m
Fine lapping: Cross-grid reciprocating lapping,flatness ≤0.003mm/m
Manual ultimate scraping and matching: Grade 000 micron-level fit, Ra≤0.005μm mirror finish
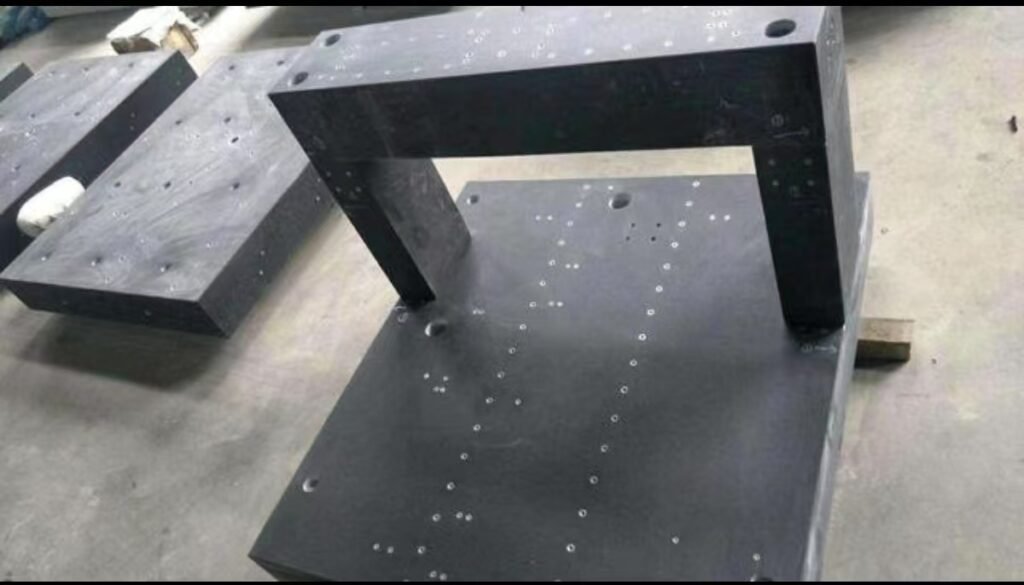
Assemblof inserts → overall secondary re-lapping, simultaneous closed-loop control of hole and working surface geometric tolerances - Special Customization Processes
Air-bearing guide bases, embedded guidetrips, pre-buried threaded holes, slope benchmarks, and right-angle reference bodies processed integrally
Moisture-proof and seepage-proof coating, anti-contamination protectionpore sealing treatment for long-term stability in high-humidity environments
IV. Geometric Precision Grade Standards (GB/T JJG117)
Table
Precision Grade | Working Surfe Flatness (μm/m) | Application Scenario
000 Grade | ≤2 | CMM, Semiconductor Wafers, Ultra-high Precision Metrology
0Grade | ≤5 | Optical Inspection, Precision Tooling, Laboratory Benchmarks
0 Grade | ≤10 | Workshop Inspection, Machine Tool Tooling, General Precision Measurement
Parallelism, perpeularity, and position tolerance match the flatness grade
Hole spacing tolerance ≤±0.005mm, full grid detection of large plate diagonals
V. Constant Temperature Environment Inspection Quality Control Scheme
Dedicated Workshop for Processing/Calibration: 20±0.5℃, Humidity 45%~55%, No direct wind or sunlight, No heat sources
Inspection Equipment: Swiss WYLER Electronic Level, Laser Interferometer, Mahr Micrometer, Autocollimator
Inspection Method: Cross Diagonal Full Grid Multi-point Sampling, Plane Error Calculation via Least Squares Method
Factory Stability Aging: Constant temperature static placement for 72h followed by re-measurement; product is released only if precision shows no rebound
VI. Installation and Supporting Solutions
Three-point Static Determinate Precision Support with adjustable foot screws to eliminate deformation caused by self-weight
Independent Anti-vibration Concrete Foundation Nitrile Rubber Vibration Isolation Pads to isolate workshop vibrations
On-site Leveling, Re-measurement Calibration, and Precision Adjustment
Annual Inspection, Re-research and Repair, and Lifetime Precision Maintenance Service
VII. Manufacturing Optimization for Root Cause Resolution of Common Precision Issues
Temperature Drift: Low-expansion Stone Full-process Constant Temperature, Measurement at Same Temperature as Workpiece
Long-term Deformation: Ultra-long Natural Aging Step-by-step Stress Relief, Prohibition of Overloading at Single Points
Scratches and Chipping: Mirror Surface Precision Grinding Workpiece Soft Cushion Protection, Strict Prohibition of Direct Metal Friction
Hole Position Deviation: Insert Bushings First, Then Final Grinding as a Whole, Closed-loop Precision for Integrated Hole Surfaces
VIII. Industry Customization and Adaptation
CMM Base, Machine Tool Bed, Gantry Beam, Air Bearing Platform
Semiconductor Inspection, Aerospace Tooling, Optical Reference, Customized Granite Precision Components。