I. Raw Material Control: Determining Precision Stability from the Source
Material selection must be fine-grained structure
Preferred materials: Jinan Green, Zhangqiu Black, Mount Tai Green, etc., dense granite
Requirements: Uniform grain, crack-free, no laminations, no porosity
Density ≥2.60 g/cm³, water absorption ≤0.25%
Billets must be fully aged
Natural aging ≥6 months, large platforms ≥12 months
Prohibit the use of newly quarried, unrelieved stress blocks to avoid deformation and warping later
Internal defect inspection of billets
Visual inspection tapping sound test to eliminate hidden cracks and laminations
Billets with cracks must be scrapped directly; no repair and subsequent processing allowed
II. Processing Environment Control: The “Ceiling” of Precision
Constant temperature and humidity are mandatory conditions
Precision processing environment: 20℃±1℃, humidity 50%±10%
No direct sunlight, no direct airflow, away from heat sources
Temperature difference >2℃ will cause deformation of several micrometers, making precision unguaranteed
Foundation and Vibration Isolation
Machine tool foundation is independent, with vibration isolation trenches / rubber pads
Avoid vibration transmission from surrounding machines causing grinding surface waviness
III. Processing Process Control: Core Steps
- Rough Machining
Diamond milling disc rough milling to remove skin and establish datum
Leave finishing allowance: single side 0.8~1.5mm
Aging treatment again after rough machining to release machining stress - Semi-precision Grinding
Rough grinding → semi-precision grinding performed in multiple passes
Gradually reduce grinding amount to avoid thermal deformation
Ensure basic flatness, no obvious waviness - Precision Grinding (Critical)
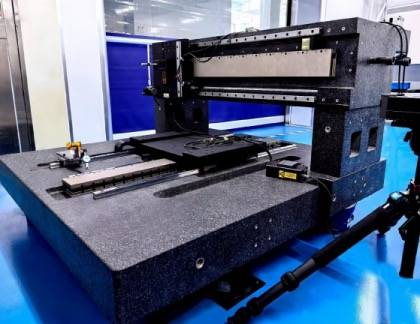
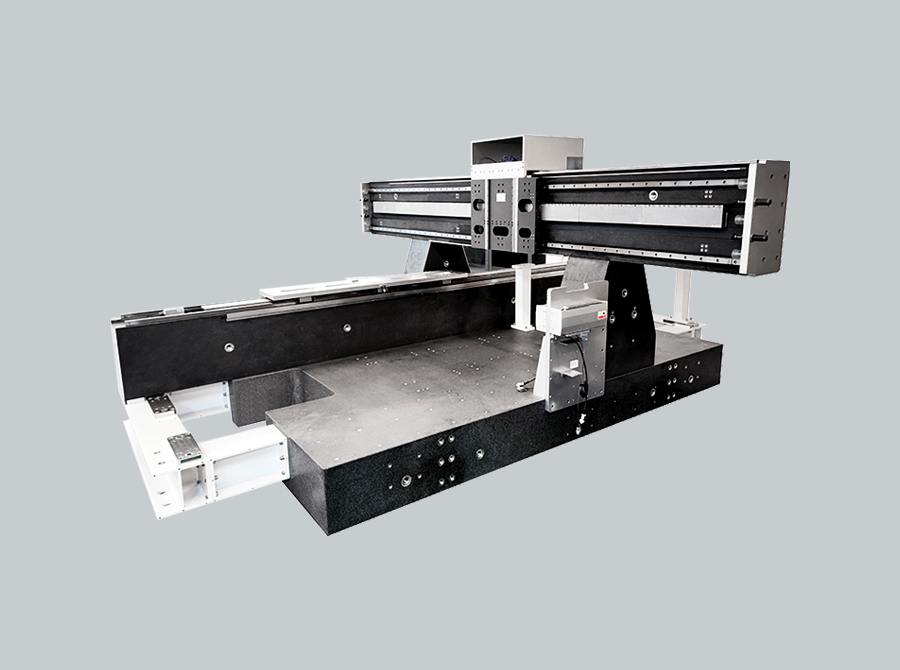
Use high-precision gantry grinding machine, guide rail straightness ≤0.002mm/m
Constant pressure, constant speed, constant feed to avoid local overheating
Sufficient and uniform coolant to prevent local temperature difference deformation - Manual Precision Lapping (Determines Final Precision)
Adopt three-stage lapping process: rough lapping → precision lapping → super-precision lapping
Use high-quality lapping abrasives and lapping plates, scrape point by point
Strictly lap along diagonal, cross, and perimeter cycles to ensure overall flatness
Prohibit lapping only the center and not the edges, or only one side and not the diagonal
IV. Precision Inspection Control: No Release Without Meeting Standards
Inspection environment must be consistent with the processing environment
Same constant temperature 20℃±1℃
Platform and inspection tools placed for temperature equilibrium ≥2 hours
Mandatory Inspection Items and Standards
Flatness: According to GB/T 20428, Grade 00, Grade 0, Grade 1
Straightness: Full length ≤ flatness tolerance
Surface roughness: Ra ≤ 0.32~0.63μm
Dimensional tolerance: Length, width, thickness within ±0.5mm
Perpendicularity / Parallelism (when side precision is required) ≤0.005mm/m
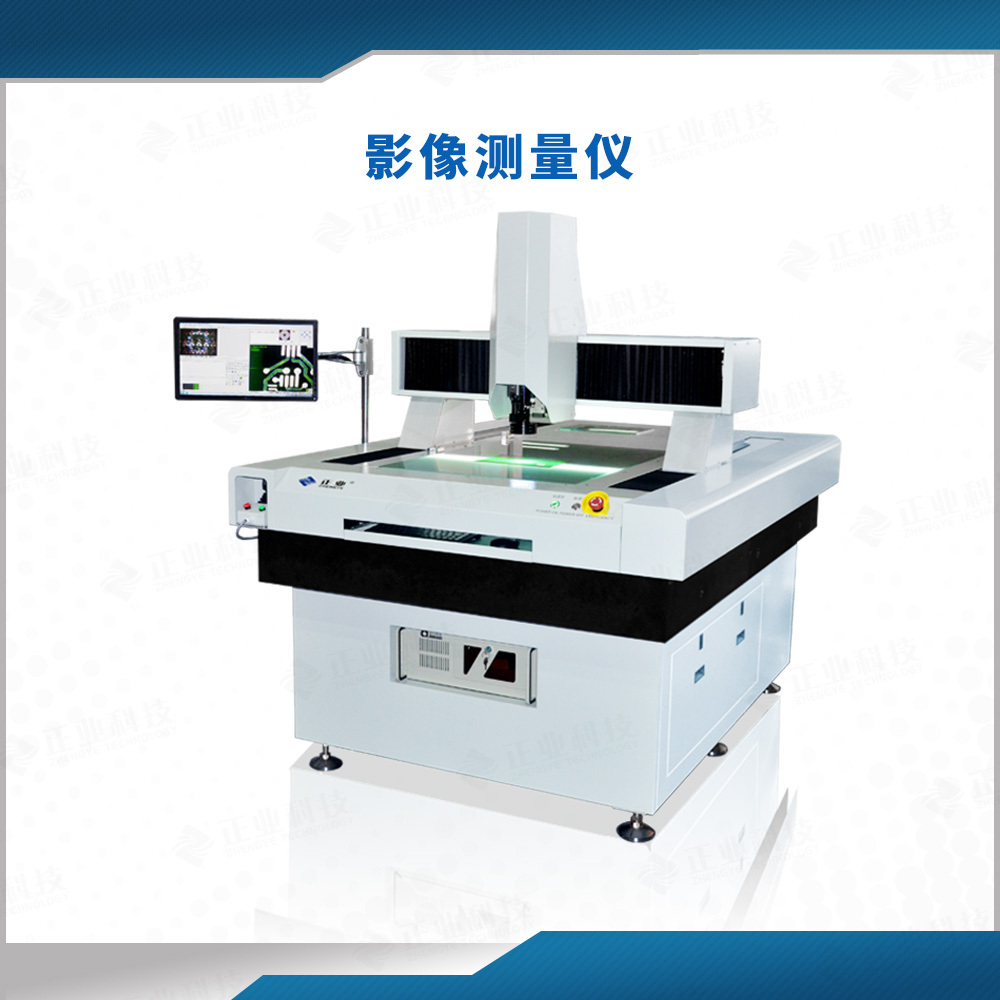
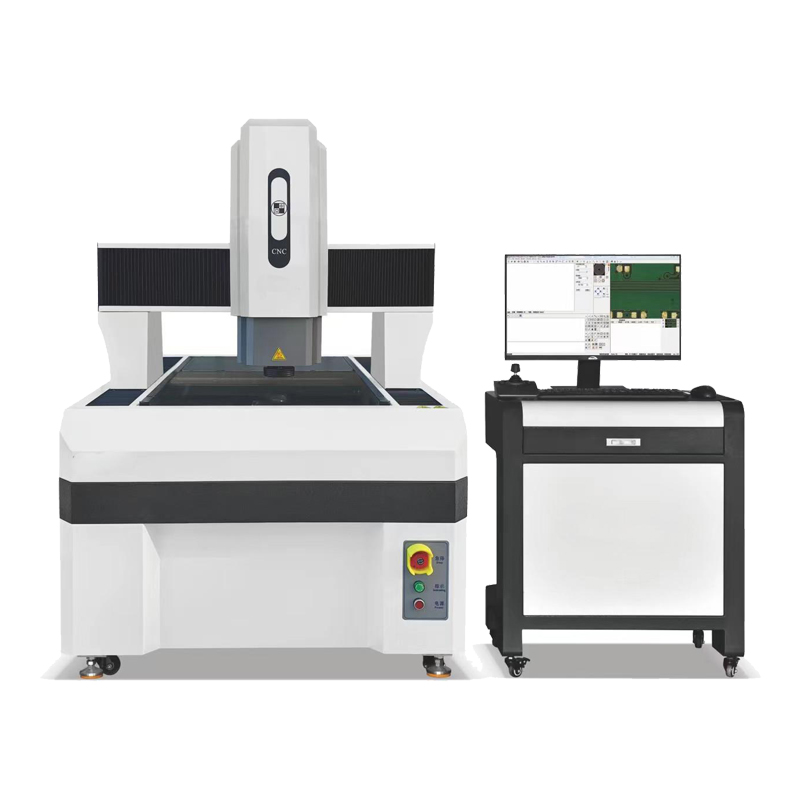
Inspection Tools
Electronic level, autocollimator, laser flatness interferometer
Large platforms re-inspected by CMM
Multi-point inspection, not less than 20~50 points, more points for larger platforms
Complete and traceable data recording
Issue flatness inspection report for each platform
Mark maximum value, minimum value, and error distribution
V. Structure and Process Details: Avoid Hidden Quality Issues
Rational bottom structure
Evenly distributed ribs prevent deformation caused by uneven stress
Avoid local overhangs and excessive thickness to prevent warping
Slotting and drilling must be completed before precision grinding
Slotting, tapping, and steel bushing insertion are all completed during the rough machining stage
Drilling and slotting are strictly prohibited after precision machining, as they will destroy precision and stress state
Edge Chamfering
Working surface edges chamfered R0.5~R2 to prevent chipping
Chamfering must be uniform, smooth to the touch, and free from edge chipping
VI. Surface Protection and Packaging
Cleaning and Sealing
Ultrasonic cleaning → Drying → Sealing treatment
Prevents oil stains, water seepage, and discoloration, maintaining long-term stability
Shockproof and Moisture-proof Packaging
Full foam wrapping wooden crate reinforcement
Large platforms are secured with steel straps to avoid bumps and vibrations during transport
Transport in a flat position; vertical or side placement is strictly prohibited
VII. Core Summary of Quality Assurance (3 Most Critical Points)
Adequate material aging constant temperature processing provides the foundation for precision
Separate rough and finish machining; strictly prohibit one-time grinding to avoid thermal deformation
Multi-point inspection cyclic precision lapping are required to truly guarantee uniform flatness