I. Selección del material (Determina si se agrietará y la estabilidad)
Tipos de material
Prioridad:Jinan Green, Zhangqiu Black (grano fino, uniforme, mejor estabilidad)
Puntos clave de la aceptación (lectura obligada para la contratación)
No hay grietas, ni laminaciones, ni bla, ni capas meteorizadas
Granos de cristal uniformes, sin bandas de color evidentes
Debe ser material sólido; se prohíben los empalmes y los remiendos.
Nota crítica
Materia prima de mala calidad → Por mucho que se procese, la precisión irá a la deriva, se agrietará con facilidad y la tasa de desechos será alta.
II. Desbaste y mecanizado en bruto
Sierra circular de diamante / Corte con sierra de pórtico
Recortar la forma aproximada, dejando un margen de mecanizado
Desbaste / Fresado
Eliminación de la piel superficial, nivelación preliminar
Contratación pública
Sin bordes astillados, vibraciones ni daños internos
En el caso de piezas irregulares, debe dejarse una tolerancia uniforme después del desbaste para evitar deformaciones.
III. Alivio de tensiones (Determina si se romperá o deformará) el paso más fácil de pasar por alto para la adquisición, pero el más fatal.
Envejecimiento natural
Almacenado durante varios meses para liberar la tensión interna
Envejecimiento artificial
Tratamiento térmico y cíclico para estabilizarlo.
Consecuencias
No envejece → Se agrieta de forma natural al cabo de entre medio año y un año, derivas de precisión
Los componentes de precisión deben someterse a un proceso de envejecimiento
IV. Semiprecisión / Lapeado basto (Establece la planitud, el paralelismo y la perpendicularidad)
Equipamiento: Rectificadora de pórtico, rectificadora de superficies de precisión
Contenido del tratamiento:
Planitud
Paralelismo
Pendicularidad
Desbaste de guías en V, guías de cola de milano y guías rectangulares
Puntos clave de la contratación pública
Textura uniforme, sin ondulaciones evidentes
Prestación uniforme en as, preparación para rectificado de precisión
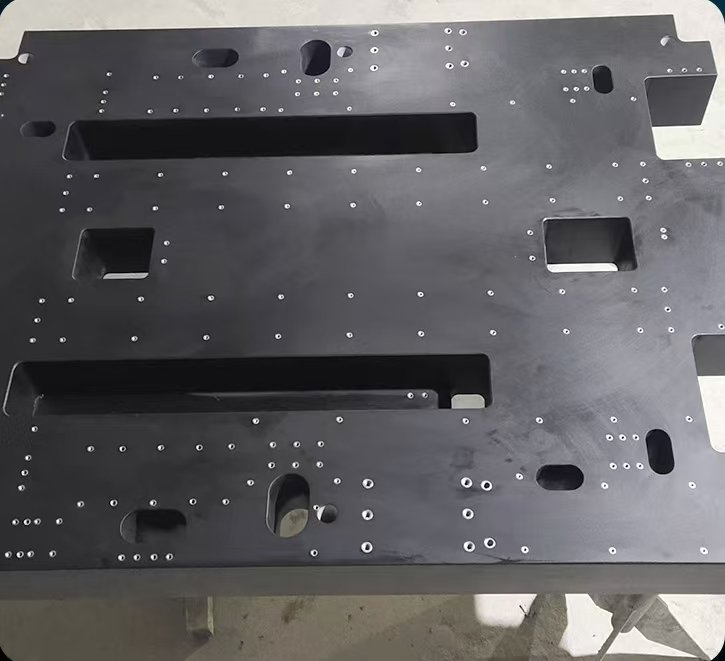
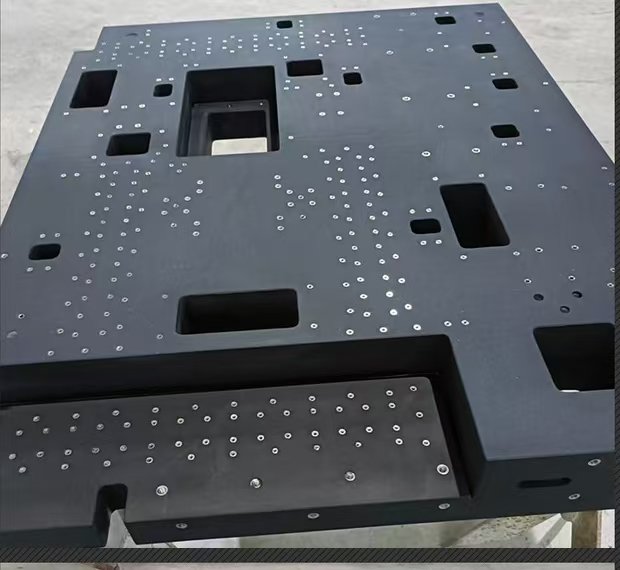
V. Taladrado, ranurado, roscado y mecanizado de estructuras irregulares
La diferencia fundamental entre las guías, las piezas estructurales y las chapas irregulares en este paso.
Tratamiento de contenidos
Agujeros pasantes, avellanados, escalonados
Ranuras en T, ranuras en cola de milano, superficies de guía en V
Ranuras de posicionamiento, ranuras de inserción, superficies no grabadas
Proceso
Herramientas de diamante, fresado / rectificado CNC
Debe utilizar refrigeración por agua y alimentación lenta
Comprobación obligatoria de las adquisiciones
Las esquinas deben estar redondeadas en R para evitar el agrietamiento de los estreses.
Tolerancia en la posición del orificio, simetría de la ranura, profundidad uniforme
Sin bordes astillados ni grietas
VI. Rectificado de precisión Súper lapeado de precisión (núcleo de la precisión de grado)
En el granito de precisión, la exactitud depende totalmente de este proceso.
Proceso:
Rectificado de precisión → Rectificado fino → Lijado de superprecisión
Rectificado paso a paso con carburo de silicio, carburo de bron y polvo de diamante
Puede alcanzar (Grado de precisión):
Planitud: 0,5-2 μm/m
Paralelismo, perpendicularidad: μm levtremely high straightness and symmetry for guides
Sentencia sobre contratación pública
Superficie fina, sin marcas de amolado ni arañazos
Suave al tacto, sin irregularidades, sin puntos brillantes (sobremolido)
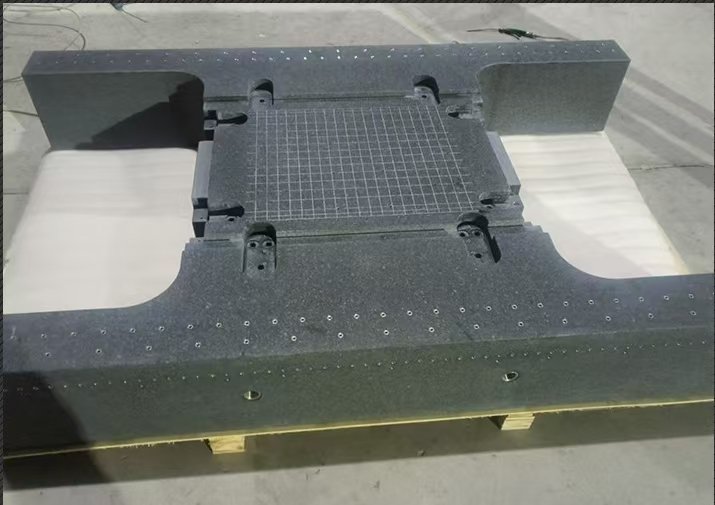
VII. Raspado / Acabado manual de precisión (sólo para piezas de alta precisión)
Se utiliza para superficies de guía, superficies de contacto y superficies de referencia de posicionamiento.
Manuang → Puntos de contacto ≥ 80%
Sólo los proveedores que realmente fabrican equipos de precisión conocen este proceso
VIII. Limpieza, impregnación y tratamiento de superficies
Limpieza a alta presión
Impregnación:
Resistente al aceite, al agua, a las manchas y al óxido
No altera la precisión, no añade grosor
Apariencia:
Color uniforme, sin marcas ni manchas de aceite
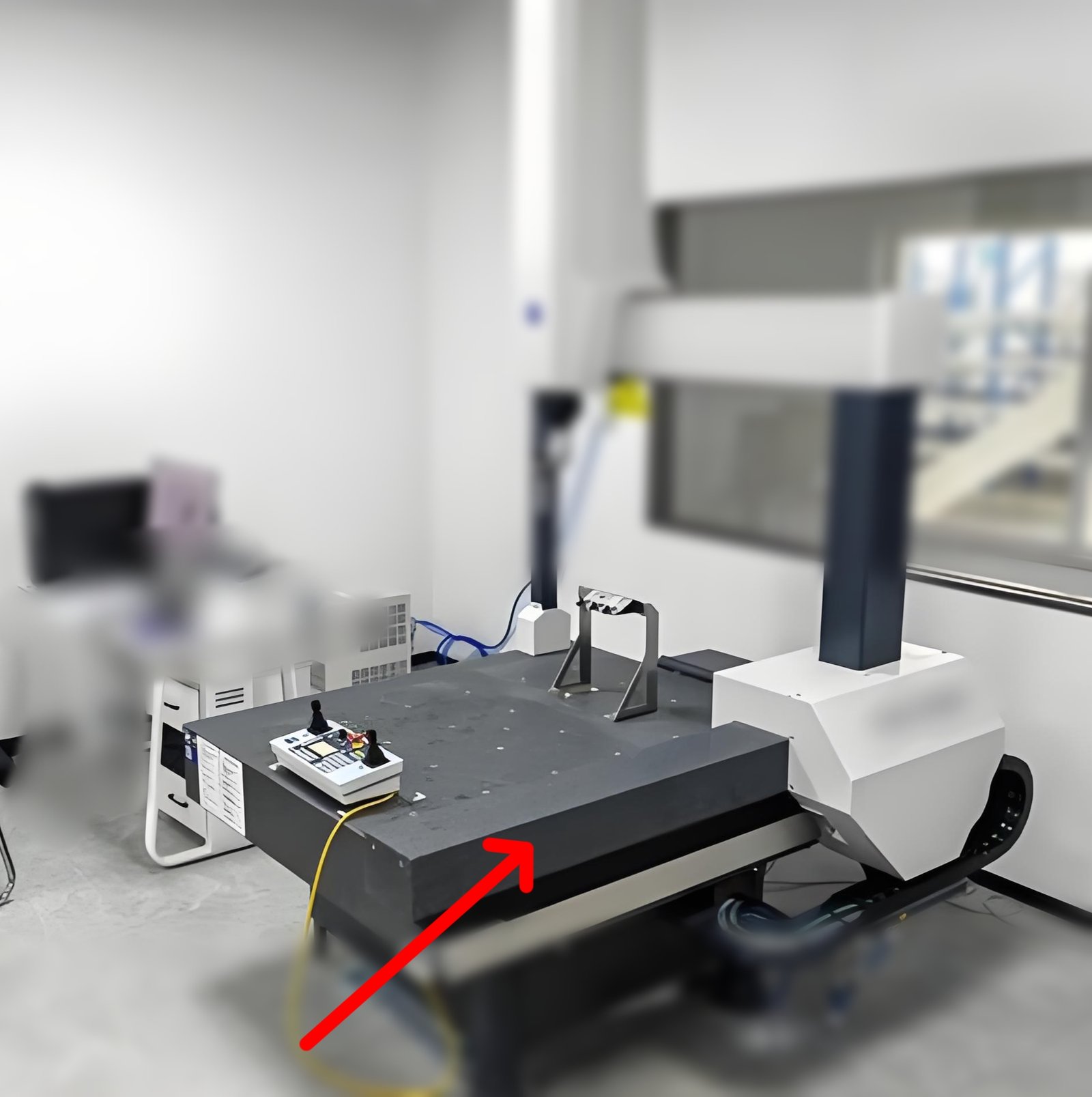
IX. Inspección dimensional completa (más importante para la aceptación de la adquisición)
Debe emitir informe de inspección, incluyendo:
Planitud
Rectitud
Paralelismo
Pendicularidad
Simetría (guías)
Dimensiones de agujeros y ranuras
Rugosidad de la superficie
Aspecto, presencia de grietas
Equipo de inspección:
Interferómetro láser
Nivel
Instrumento Lengg
MMC
Plano óptico, bloques de calibre
X. Embalaje, protección y envío
Espuma Cajón de madera Cantoneras
Las superficies de guía y los puntos de referencia no deben estar en contacto directo.
Las piezas irregulares deben colocarse y fijarse para evitar que se astillen los bordes durante