Core Selection Logic for High-End Machine Tool Bases (Beds): For heavy cutting,ct gray iron / ductile iron; for ultra-precision, select natural granite; for lightweighting / high damping, select mineral casting (artificial granite). Global standards are primarily bn five major systems: ISO, EN (DIN), ASTM, JIS, and GB/T, focusing on controlling material grades, mechanical properties, residual stress, precision tolerancdamping, and thermal stability.
I. Comparison of Mainstream Materials (High-End Machine Tool Bases)
- Gray Iron — Absolute Industry Mainstream
Grades (Global ment):
China GB/T: HT250, HT300, HT350
Europe EN1561: GG25,30, GG35
USA ASTM A48: Class 30, 40, 50
Japan JIS G5501: C250, FC300, FC350
Core Properties:
Tensile: 250–350 MPa; Compressive: 00–1000 MPa
Damping: 3–5 times that of steel, efficient vibration absorption by flake graphite
Thermal expansion coefficient 11–12×10⁻⁶/℃
Density: ~7.2 g/cm³
المزايا:
High rigidity, wear-resistant, easy to cast complex structures (ribs / guides integrture process, moderate cost, repairable by scraping
First choice for heavy cutting, high loads (5-axis, gantry, horizontal machining centers)
Disadvantages:
Average therma susceptible to temperature fluctuations
High density, heavy self-weight
Applications:
General / heavy-duty machining centers, CNC lathes, gantry mills, grinding machinases - Ductile Iron — For High-Strength Scenarios
Grades: QT450-10, QT500-7,T600-3 (GB/T 1348)
Core Properties:
Tensile: 450–600 MPa (approaching medium-carbon steel)
Good toughness, impac resistance, higher strength than gray iron
Damping: Only 1/2–2/3 of gray iron
Applications:
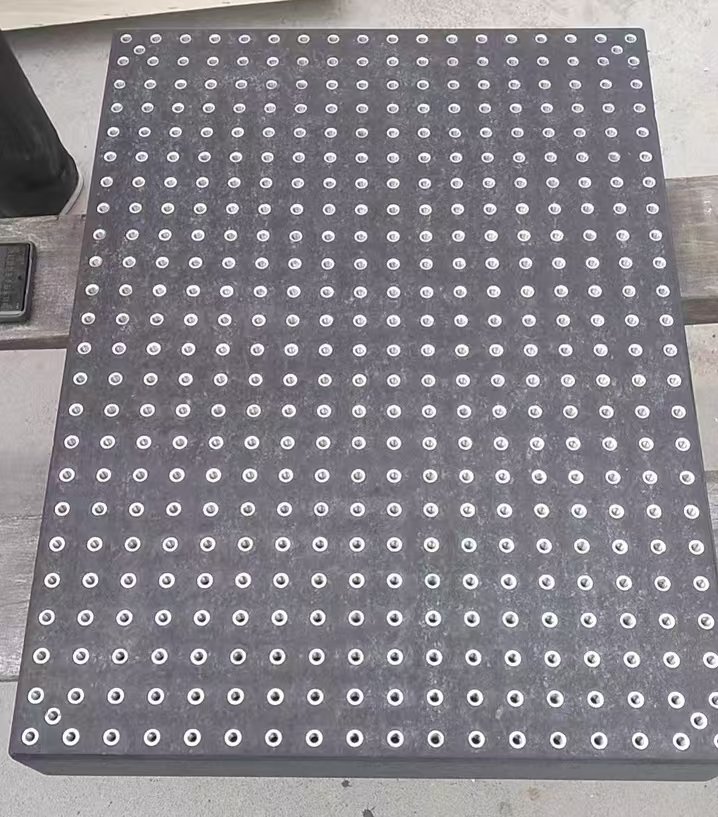
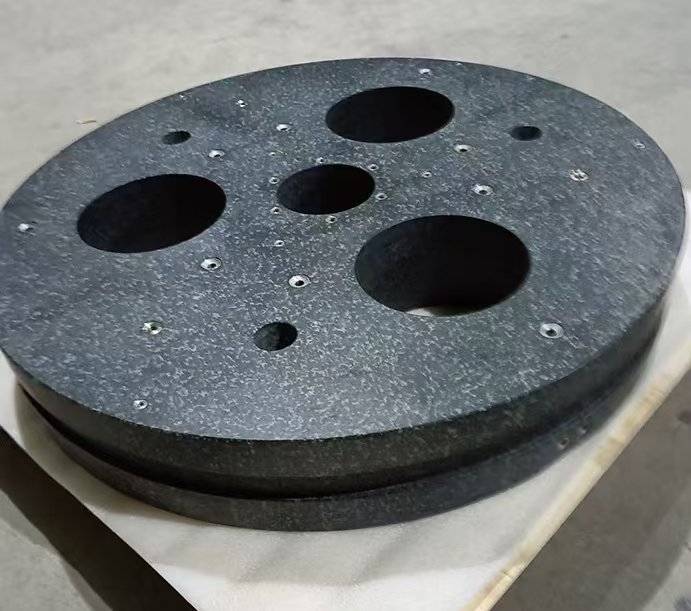
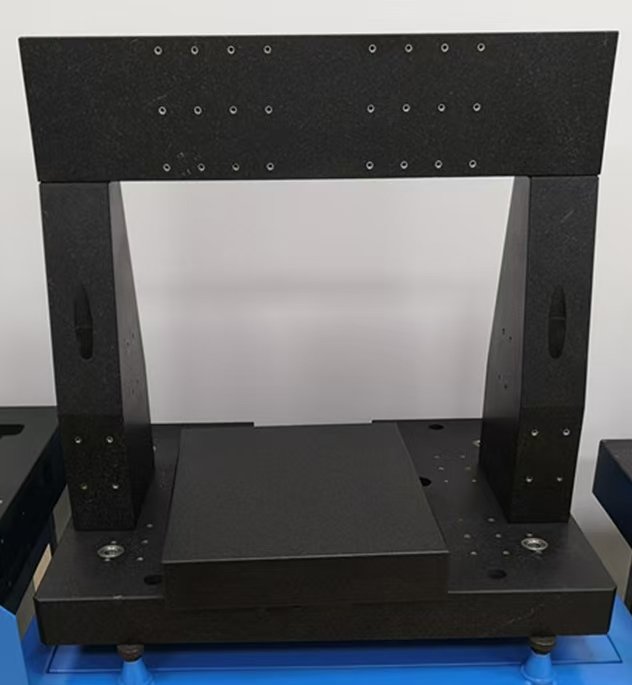
Strong impact, heavy loads, high rigidity requirements (e.g., heavy-duty punch press, press machine bases) - Natural Granite — First Choice for Ultra-Precision
Preferred Varieties: Jinan Green, Mount Tai Green, dian Black (fine grain, high density)
Core Properties:
Thermal expansion coefficient: 4.6–6×10⁻⁶/℃ (about half of cast irn)
Damping: 5–10 times that of cast iron, excellent high-frequency vibration reduction
Rigidity / Stability: Permanent deformation resistance, no internal stress, acid/alkaltant
Density: ~2.7 g/cm³ (far lighter than cast iron)
المزايا:
Sub-micron / nanometer-level precision retention in constant temperature environments
on-magnetic, anti-damping, suitable for optical / semiconductor / CMM / lithography equipment
Disadvantages:
Brittle, not impact-resistant, not suitable for heavy cutting
Difficult to process, high cost, cannot be welded for repair
Applications:
CMMs, precision grinders, lithography machines, laser processing machine bases - MinerCasting (Mineral Casting / Artificial Granite) — Emerging High-End Material
Composition: Granite / quartz particles epoxy resin binder
Core Properties:
Thermal expnsion: 5–7×10⁻⁶/℃ (close to natural granite)
Damping: Superior to cast iron, approaching granite
Density: 2.38 g/cm³
Molded in one piece, no internal stress, high design freedom
المزايا:
Lightweight, thermal insulation, vibration reduction, corrosion resistance, flexible forming
Can embedmetal parts, shortens manufacturing cycle
Disadvantages:
Lower load-bearing than cast iron, cannot be scraped, softens at high temperatures (>150℃)
Applications:
Hig-speed high-precision machining centers, precision grinders, medical devices, semiconductor equipment
- Welded Steel Structures (Steel Weldment) — Large / Customized Scenarios
Materils: Q235, Q355, S235JR, S355JR, etc.
المزايا:
High strength, good toughness, short lead time, no tooling requirsuitable for super-large sizes
Weldable reinforcement, flexible structure
Disadvantages:
Poor damping, prone to resonance, high residual stress, prone to deformation
Requires strict stressef annealing, poor thermal stability
Applications:
Super-large gantry machine tools, non-standard special equipment, single-piece small-batch bases
II. Quick Selection Table for Four Majoerials
الجدول
Material Rigidity Damping Thermal Stability Load Bearing Cost Typical High-End Applications
HT300 Grey Cast In ★★★★★ ★★★★☆ ★★★☆☆ ★★★★★ Medium 5-axis, Gantry, Heavy Cutting
Ductile Iron QT★★★★★ ★★★☆☆ ★★★☆☆ ★★★★★ Medium-High Heavy-duty, Impact-resistant
Natural Granite ★★★★☆ ★★★★ ★★★★★ ★★★☆☆ High CMM, Optical, Semiconductor
Mineral Casting ★★★★☆ ★★★★☆ ★★★★★ ★★★☆☆ Medih High-speed High-precision, Precision Grinding Machines
Welded Steel Structure ★★★★☆ ★★☆☆☆ ★★☆☆☆ ★★★★★ MediumSuper-large, Non-standard Customized
III. Global Core Standard Systems (Machine Tool Bases)
- International Standard ISO
ISO 3691: Safety and structural requirementsachine tools
ISO 6396: Castings for machine tools — Dimensional tolerances and geometrical tolerances
ISO 13523: Tests for mechanicaroperties of cast iron materials
ISO 1920-8: Tests for properties of mineral castings (artificial stone) - European Standard N (DIN)
EN 1561: Grey cast iron (GG series) — Chemical composition and mechanical properties
EN 1563: Spheroidal graphite cast iron (G series)
EN 1565: Cast iron castings — Technical delivery conditions
DIN ISO 1302: Tolerances for castinT11 commonly used for machine tools) - American Standard ASTM
ASTM A48: Gray iron castings (Class 20–6)
ASTM A536: Ductile iron castings
ASTM C1240: Standard Specification for Precision Granite Surface Plates - Japanese Standard IS
JIS G5501: Grey cast iron (FC series)
JIS G5502: Spheroidal graphite cast iron (FCD series)01: Accuracy and acceptance of castings for machine tools - Chinese Standard GB/T, JB
GB/T 9439: Grey iron castgs (HT200–HT350)
GB/T 1348: Spheroidal graphite cast iron castings
JB/T 3997: Technical conditions for grey ironngs of metal cutting machine tools
GB/T 6414: Dimensional tolerances for castings
GB/T 28537: Accuracy grades of precision granite su
IV. Key Technical Requirements for High-End Machine Tool Bases (Global Standard)
- Mandatory Material Performanceicators
Gray Cast Iron (HT300/GG30)
Tensile strength ≥ 300 MPa; Hardness–250 HB
Pearlitic matrix ≥ 95%, fine flake graphite, uniform distribution
Hardness difference of guide surfaces ≤ ±10 HB
Granite
ensity ≥ 2.7 g/cm³; Water absorption < 0.2%
Flatness: Grade 000 ≤1μm/m, Grade 00 adioactivity complies with Class A stone standards (GB6566)
Mineral Casting
Compressive strength ≥ 150 MPa; Flexural sngth ≥ 40 MPa
Modulus of elasticity 40–50 GPa; Thermal deformation < 2×10⁻⁶/℃ - Residual Stress Ctrol (Core)
Gray Cast Iron: Natural aging ≥1 year or Thermal aging Vibration aging
Welded Steel: Stress relief annealing ≥550℃ holdite / Mineral Casting: Essentially free of internal stress - Precision and Geometric Tolerances (High-End)
Installation base flatness: ≤0.ide parallelism / straightness: ≤0.01mm/m
Overall twist: ≤0.03mm/m
Long-term precision retenti: ≤0.005mm / year (thermostatic) - Structural Design Key Points
Uniform wall thickness: 15–30mm, avoid hot spots and shrinkage prosity
Ribs: Triangular / box-type structure, improve stiffness / reduce weight
Damping optimization: Composite ribs cavities in cast iron; High damping formula for mineral casting
Install Three-point support / adjustable shims, leveling calibration ≤0.02mm/m
V. Selection Decision Process (5 Steps)
Determine Machining Type
Heavy cutting /igh torque → HT300 gray cast iron
Ultra-precision / Sub-micron → Natural granite / Mineral casting
High speed light load / Thermostatic → Mineral c
Extra large size / Custom → Welded steel structure aging
Match Precision Grade
Nano / Sub-micron level → Granite / Mineral casting (GradeMicron level (1–5μm) → HT300 Precision aging
Ordinary precision (>5μm) → HT250
Environmental Conditions
Large temperature uctuations → Granite / Mineral casting
Clean room / Non-magnetic → Granite
Oil / Cutting fluid → Cast iron Anti-corrosion coating
Load and Si
Load >10t → Cast iron / Ductile iron
Size >3m → Cast iron splicing / Welded structure
Cost and Lead Time
Batch / Low cost → Casn
Short lead time / Lightweight → Mineral casting
Top precision / Cost no object → Natural granite
VI. Material Applications of Global Mainstream Brands
DMG MORI: High-ed series HT300 Mineral casting composite
MAZAK: General models HT300; Ultra-precision Mineral casting
Hermle: 5-axis Mineral cast base
Mitutoyo: CMM Jinan blue granite
Chinese Heavy Machine Tools: Gantry / Vertical lathe HT350 /